



关注 | 燃煤电厂脱硝催化剂全寿命管理研究
发布日期:2020-07-21 来源:
《工程管理前沿》
作者:李涛
浏览次数:524
摘要 :为了延长燃煤电厂脱硝催化剂的使用寿命,介绍了脱硝催化剂使用及寿命管理现状,结合催化剂使用全过程论述了投运前、运行中及后续维护过程中催化剂的寿命管理方法,总结了催化剂中毒原因并提出寿命管理建议。本文对 燃煤电厂脱硝催化剂全寿命管理模式进行了 研究。脱硝系统的关键部件SCR脱硝催化剂,其性能对脱硝系统的脱硝效率和氨逃逸率具有关键性影响。随着SCR脱硝设备投运时间的增加,由于热力烧结、碱(土)金属中毒、砷中毒、活性组分流失、粉尘堵塞等原因,SCR脱硝催化剂性能会逐渐降低。因此需对催化剂进行有效管理来确保燃煤电厂脱硝系统安全、持续、高效、经济运行。
一、催化剂投运前管理
1.催化剂选择。催化剂的选择至关重要,应根据电厂自身情况(煤质灰分、烟气和氨)对催化剂性能提出要求,最大限度满足催化剂运行工况。催化剂成分、形式及孔径等在一定程度上决定了催化剂的脱硝效率。选择性催化还原技术(SCR)催化剂活性K是能够同时体现催化反应系统传质和化学反应速率的综合性特征值,其大小不仅与催化剂的本质物化特征相关,同时受催化剂反应系统诸多条件的影响,如温度、O2浓度、水含量、烟气速度、氨氮摩尔比等参数。
2.催化剂安装管理。催化剂的安装管理主要指催化剂生产完成后,从厂家运输至火电企业安装及安装后的性能验收。在运输、卸载及存储过程中,需要防止催化剂的机械损伤,避免催化剂跌落、碰撞、震荡。催化剂存储在干燥室内,避免接触到雨水,环境温度≤30℃,湿度<90%。潮湿的环境会使催化剂表面吸潮,干燥时发生破裂,缩短寿命。催化剂的吊装使用厂家配备的专用工具,吊装时避免与钢梁等坚硬物体发生碰撞,吊装角度不能过小,避免发生倾斜,起吊速度不宜过快,保证催化剂安全装入反应器内。如新建电厂催化剂安装时间一般选择在点火吹管之后,避免大量油污、灰尘黏附在催化剂表面,引起催化剂中毒。脱硝改造安装时,需清理干净炉膛及脱硝反应器内杂物,包括粉尘,将不利因素降到最小。
二、全寿命管理模式研究
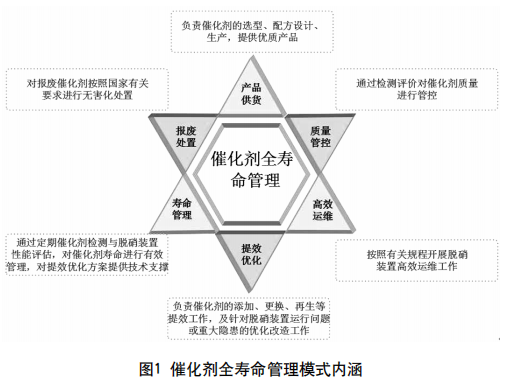
1.全寿命管理模式分析。针对当前SCR脱硝催化剂应用现状及存在问题,催化剂全寿命管理不仅应确保催化剂采购成本的集约化,还应包括对脱硝装置的高效性能管控,在此基础上实现脱硝装置的可靠、高效、经济运行,因此催化剂全寿命管理模式应涵盖催化剂全寿命周期的产品供货、质量管控、高效运维、提效优化、寿命管理以及报废处置六个部分。同时催化剂全寿命管理不仅以发电企业为主体单位,还应包括催化剂厂商与第三方技术服务单位作为责任单位,通过明确各方责任,充分发挥各方专业特长,发电企业能够获得质量稳定可靠的催化剂产品与优质高效的技术服务,减少催化剂采购成本与运维成本,实现催化剂全寿命管理的效益最大化。催化剂全寿命管理模式各组成部分的内容分析如图1所示
产品供货—责任单位为催化剂厂商,负责催化剂产品的选型、配方设计及生产,应以提供优质产品为目的。当前常规的催化剂采购方式为即用即购,一般是在催化剂性能验收后即完成付款,或预留10%质保金延长至一年时间,但由于催化剂化学寿命往往为3年,实际使用寿命为9年,在寿命周期内的性能管控与剩余活性的充分利用难以有效实现。鉴于当前催化剂采购方式的弊端,全寿命管理可确定某一催化剂厂商负责一定期限内的催化剂产品供应。对于催化剂厂商而言,获得了长期稳定的供货订单,可通过长周期的供货模式调整其产品供应策略,以尽可能压缩供货成本;对于发电企业而言,可通过相关商务条款约束和激励催化剂厂商提供优质产品。质量管控—责任单位为第三方技术服务单位,负责按照标准方法开展催化剂检测评价与脱硝装置性能验收,对催化剂产品的质量进行有效管控。通过客观、公正地进行催化剂产品检测评价与脱硝装置性能验收,可代替发电企业对催化剂厂商供货质量起到监督、把关作用。高效运维—责任单位为发电企业,负责按照有关规程开展脱硝装置高效运维工作,确保脱硝装置各项运行参数处于设计范围内,对异常运行状况能够及时进行分析判断,对主要设备及常规故障进行及时的检修维护。发电企业仅须专注于本职工作,同时催化剂厂商需基于其供货产品性能保证提供运维说明与指导意见,第三方技术服务单位需基于其技术服务提供高效运维技术咨询。提效优化—责任单位为催化剂厂商,负责催化剂寿命到期或排放标准发生变化后的催化剂添加、更换、再生等提效工作,以及针对工程遗留问题或边界条件出现重大变化所导致的脱硝装置优化改造工作。第三方技术服务单位根据其技术服务工作提供技术支撑。寿命管理—责任单位为第三方技术服务单位,负责在催化剂全寿命周期内,提供定期的催化剂性能检测、不定期的脱硝装置性能评估、诊断、优化等技术服务工作,在此基础上掌握脱硝催化剂的性能状况,及时诊断分析催化剂运行异常并提出针对性解决措施,预测催化剂寿命趋势并制定催化剂加装/更换/再生等管理方案,为催化剂提效优化提供技术支撑与指导,从而最大化利用催化剂活性,延长催化剂使用寿命。报废处置—责任单位为催化剂厂商,负责按照国家有关要求对报废催化剂进行无害化处置。当前国内相关管理体系尚未规范、完善,发电企业对其重要性认识不足,通过明确责任单位,由专业厂商开展催化剂报废处置,能够有效地规避环保风险。
2.全寿命管理模式应用效果分析。通过上述分析,可根据近年来发展过程将催化剂管理模式分为以下几类:早期管理模式—主要应对环保达标排放以及技改工程限期治理要求,在早期大规模工程改造以及催化剂市场供不应求的形势下,仅仅是单纯粗放式的工程阶段设备“买+装”模式,缺乏对催化剂产品质量的管控。现行管理模式—鉴于早期管理模式在工程投运后产生的一系列问题,近年来发电企业对催化剂质量加强了管控,初步形成了“买+检+装+不定期检”的模式,但由于缺乏连续性与整体性考虑,未能充分调动各方单位的参与度,责任单位往往在于发电企业,相关工作开展较为被动,难以实现对催化剂全寿命周期的采购质量、运行寿命以及脱硝运维成本的有效管控。全寿命管理模式—鉴于早期以及当前催化剂管理模式的上述弊端,从产品供货、质量管控、高效运维、提效优化、寿命管理以及报废处置六个部分实施系统、完善、操作性强的催化剂全寿命管理,并分别明确各部分的责任单位,能够有效提升脱硝装置运行可靠性,减少检修维护工作量,延长催化剂寿命,除主动发生必要的提效优化与寿命管理技术服务费用外,催化剂消耗、处置成本以及脱硝装置运维成本均能够得到有效控制,且能够有效避免由于空预器清洗、锅炉降出力甚至停机、脱硫废水增加、粉煤灰销售受限等间接经济损失,因此能够产生显著的环保效益与经济效益。
在当前煤电机组全面推进超低排放以及环保设施进入精细化运维的形势下,现有催化剂管理模式已无法满足SCR脱硝装置的运行稳定性、可靠性、经济性要求,开展脱硝催化剂全寿命管理工作已势在必行。催化剂全寿命管理不仅应确保催化剂采购成本的集约化,还应包括对脱硝装置的高效性能管控,在此基础上实现脱硝装置的可靠、高效、经济运行。